
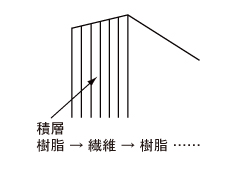
FRPは補強材繊維と樹脂を交互に積層し、樹脂を硬化させた複合材です。
【FRP断面】
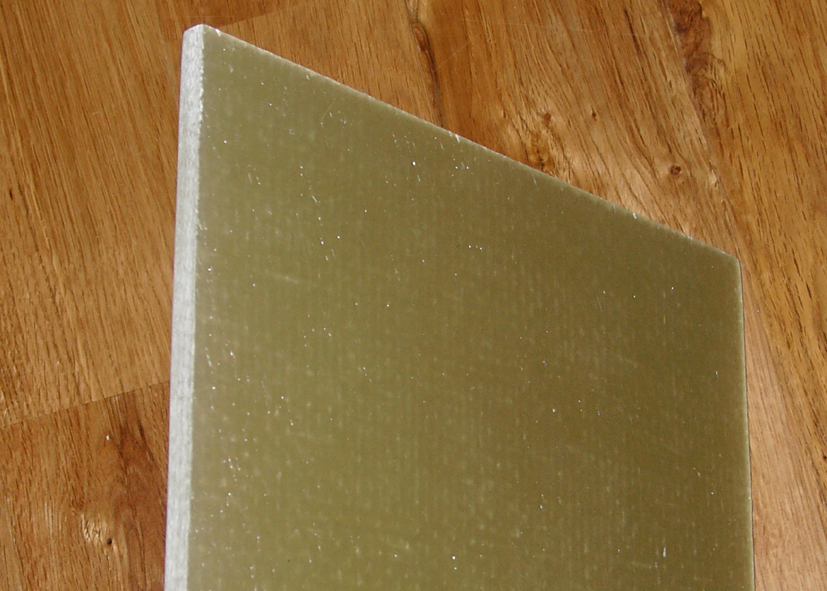
(1)補強材繊維
補強材に使用されるものは硝子繊維、カーボン繊維、ケブラー繊維などがありますが、硝子繊維を使用するものが一般的なFRPです。
カーボン繊維を補強材として使用するものをCFRP、ケブラー繊維を補強材とするものをKFRPと呼んでいます。
【硝子繊維の切れ端】

(2)FRPの樹脂
FRPの樹脂は不飽和ポリエステル樹脂で、塗料などと違い空気に触れても硬化しない性質のもので、硬化剤と混ぜ合わせることで化学反応により硬化を促進させます。
したがって硬化剤が混入した樹脂は、たとえ密閉保存しても硬化が進行し使用不可能となってしまいます。
(1)型の製作
FRPには必ず型が必要となります。その型の材質は、木、金属、FRPなどが主に使われています。
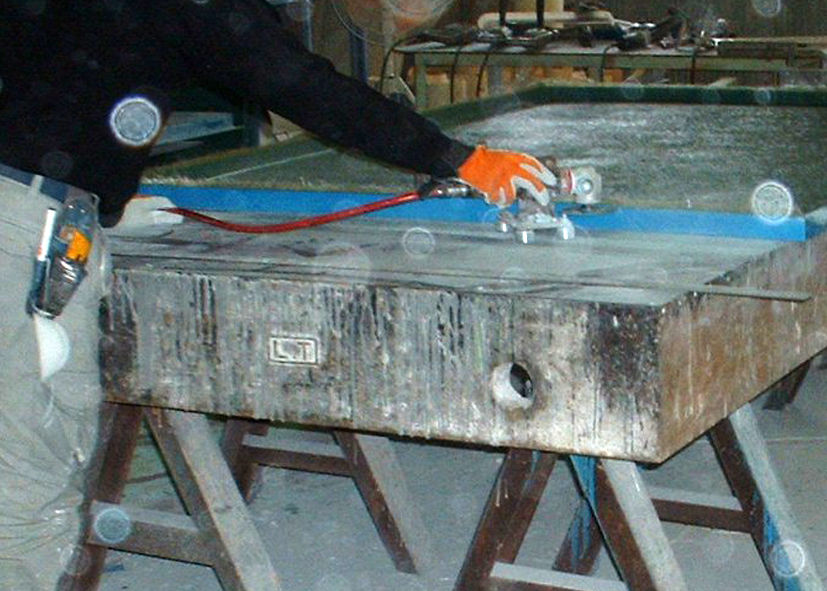
【積層用成形型】

(2)積層
FRPの型を準備します。型の表面は出来るだけ平滑にし、必要であれば表面を研磨します。 型の表面には、型面とFRPが剥がしやすいように離型剤を塗布します。
離型剤を塗布して準備が出来た型にFRPの樹脂と繊維を交互に積層していきます。 その時の繊維の枚数によって製品の厚みがでてきます。繊維の積層枚数をプライ(Ply)と呼び、1枚を1プライ、2枚を2プライ…と呼んでいます。
積層には、硝子繊維に樹脂を浸透させるための積層ローラー(塗装に使用するローラーに近いもの)と、樹脂の中に巻き込んだ気泡を除去するための脱泡ローラーを使用します。
最初に、樹脂を積層ローラーに含ませ、型の表面にまんべんなく塗り、その上に繊維を載せます。
その繊維に更にローラーで樹脂を塗り、硝子繊維に樹脂を十分に浸透させます。

次に、硝子繊維内に残っている気泡を脱泡ローラーで周囲に押し出しながら、繊維と樹脂をなじませ、ならしていきます。ここまでの工程が1プライです。
この作業を繰り返すことにより必要な板厚を確保します。必要な強度や積層面を確保するために、数種類の硝子繊維を使用します。

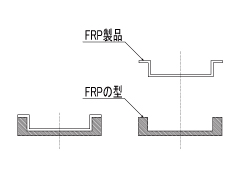
(3)脱型
積層により所定の厚みをもたせ硬化させた後、型から取り外します。
すると、型と反対の半製品が出来上がります。硬化時間は周囲の温度にも関係しますが、約60分から120分です。
【型と製品が反対となる】

(4)トリミング
型から外した半製品は、バリ取り等のトリミングを行います。
トリミングは製品仕上寸法に合わせ、切断サンダー等で処理します。
(5)トップコート
FRPの表面は、硬化後も多少のべたつきや硝子繊維の突起があります。 そのべたつきを抑え、突起を平滑にするために、積層面にトップコート用の樹脂(パラフィン入り)を塗布します。
(6)完成
トップコート樹脂が硬化したら、穴あけや金具取付等の必要な加工を施します。
表面の清掃を行い、傷、バリ、色調等の検査をして製品完成となります。

株式会社ワイズ
代表取締役 萩野正