
PVCとはpolyvinyl chlorideの略で、ポリ塩化ビニール、または塩化ビニール樹脂と呼ばれる一般的な合成樹脂(プラスチック)の一つで、熱を加えると軟化する為、熱可塑性樹脂(ねつかそせいじゅし)に分類されています。
PVCには、軟質PVCと硬質PVCがあり、耐水性・耐酸性・耐アルカリ性・耐溶剤性に優れていて難燃性であり電気絶縁性です。このような特徴から、上下水道や工業排水設備、タンクや半導体洗浄など多岐に渡り利用されています。
今回は、塩ビ加工の中でも重要なPVC溶接について書いていきたいと思います。プラスチック溶接には大きく分けて2つあります。熱による接合は、主に熱風溶接やホットジェット溶接とがあります。どちらも溶接を行うPVC溶接面に熱風を噴射させながら、溶接棒を用いて溶接する方法です。
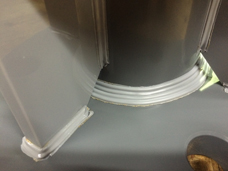
①開先
母材に図(1)のような開先をとることにより、溶接面を大きくし、溶接棒が十分につくようになります。開先の角度は60°前後が一般的ですが、母材の形状によって異なります。
図(1)
②溶接
アーク溶接などでは、溶接棒と母材とを溶融して接合するものですが、プラスチック溶接では、溶接棒は熱風を当てる約半周は溶融しますが、残りの半周は押し圧によって溶融状の母材に融着接合するものです。
まず、溶接温度は溶接する樹脂によっても違いますが、PVC(塩ビ)では260°~280°位です。実際に温度を把握することは難しいので、目安は溶接棒に熱風を当てた時に溶接棒が溶け、その部分が少し焦げ始める手前位の温度に調節します。
この時の温度が低いと溶接の付きが悪くなり、また温度が高いと過熱しすぎてしまい茶色く焦げてしまうことになります。温度が低いよりもまだこの状態の方が付きが良いですが、あまりにも焦げ過ぎてしまうと焦げ部分は炭化してしまうので溶接が付いていないことになります。

次に押し圧ですが、押し圧とは溶接時に溶接棒を母材に対して垂直方向に押すことをいいます。この時、溶接棒の角度が倒れすぎていると溶接不良の原因となります。
例えば溶接方向に傾けすぎると、溶接棒がうまく溶けずデコボコになってしまいます。また溶接方向と逆に傾けすぎると、溶接速度は上がりますが溶接棒が溶けすぎて薄くなり、溶接棒が切れる等の不良の原因となります。
最後に、熱風は溶接棒と母材に当たるようにし、溶接棒に4割、母材に6割位の感覚で熱風を当てるのが好ましいです。
塩ビ溶接は気温等の要因を受けやく、溶接棒の種類によっては押し圧や熱風の当て具合等も変わります。基本をおさえて色々試して、自分にあった溶接を行うことが重要です。
株式会社共進樹脂工業
代表取締役 木原 英雄